
Blister card packaging combines transparent pockets with sturdy backings to showcase products while providing security, ...

Blister card packaging combines transparent pockets with sturdy backings to showcase products while providing security, ...

Luxury packaging should include foil stamping, specialty laminates, embossing and debossing, a memorable unboxing experi...

Enviro-FBB Craft Back and Enviro-FBB Bleached are premium sustainable paperboard options that luxury brands employ to ba...

Beauty product labels must balance aesthetics and durability while incorporating premium finishes to stand out in today'...

Modern packaging combines premium finishes, sustainability, connected packaging, and clever designs to transform product...

Sturdy, sustainable packaging solutions deliver measurable returns while meeting growing consumer demand for environment...

Achieve sustainable packaging that balances environmental responsibility with premium aesthetics via thoughtful material...

Sustainable materials, connected packaging solutions, and industry certifications are transforming paperboard packaging ...
Discover five innovative folding carton design strategies that transform packaging from functional to phenomenal, includ...
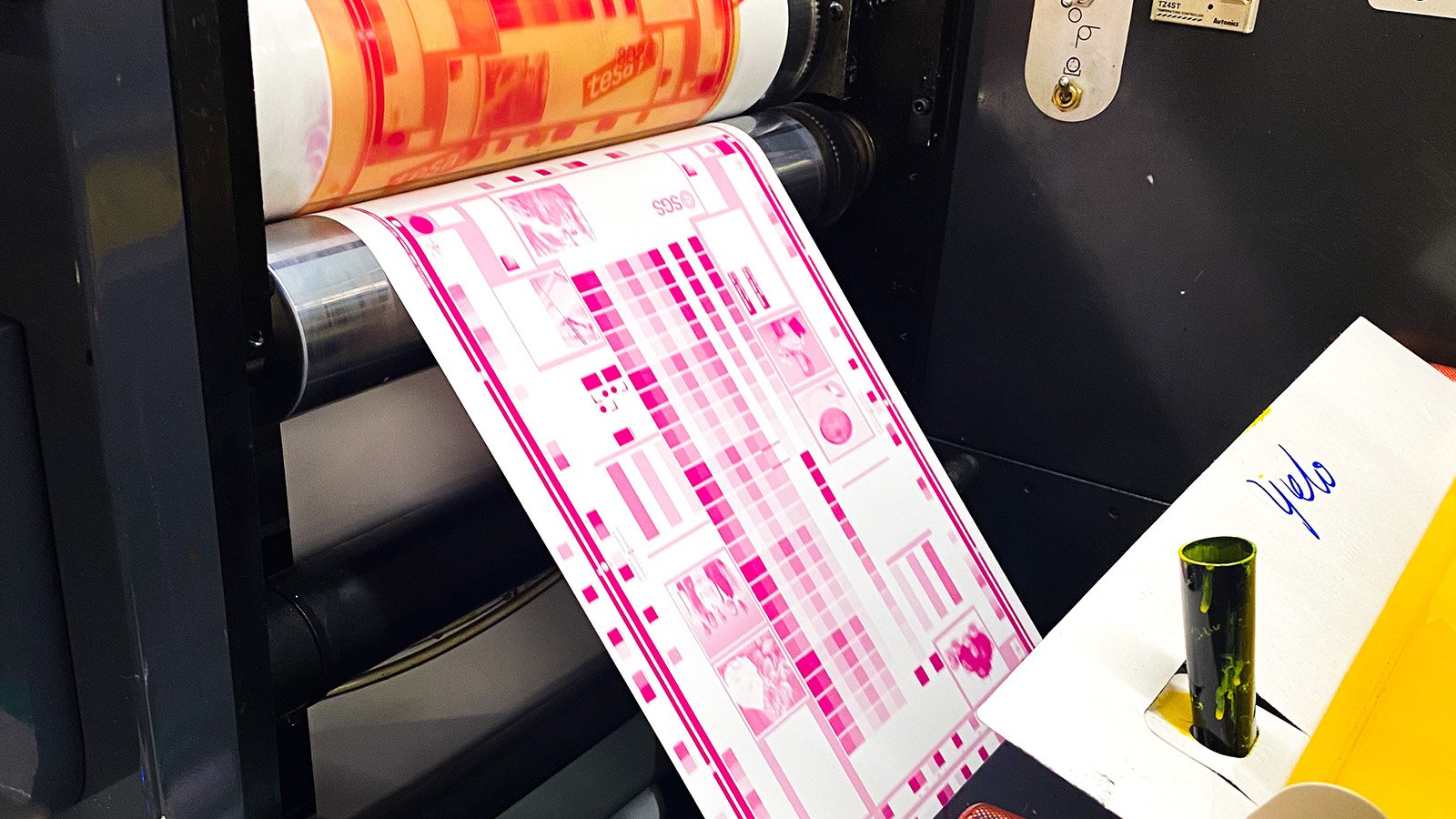
Flexographic printing, which gets its name from the flexible plates that make it possible, is a cost-effective, efficien...
Subscribe to the Oliver Blog
Get emailed articles, guides, and updates.
